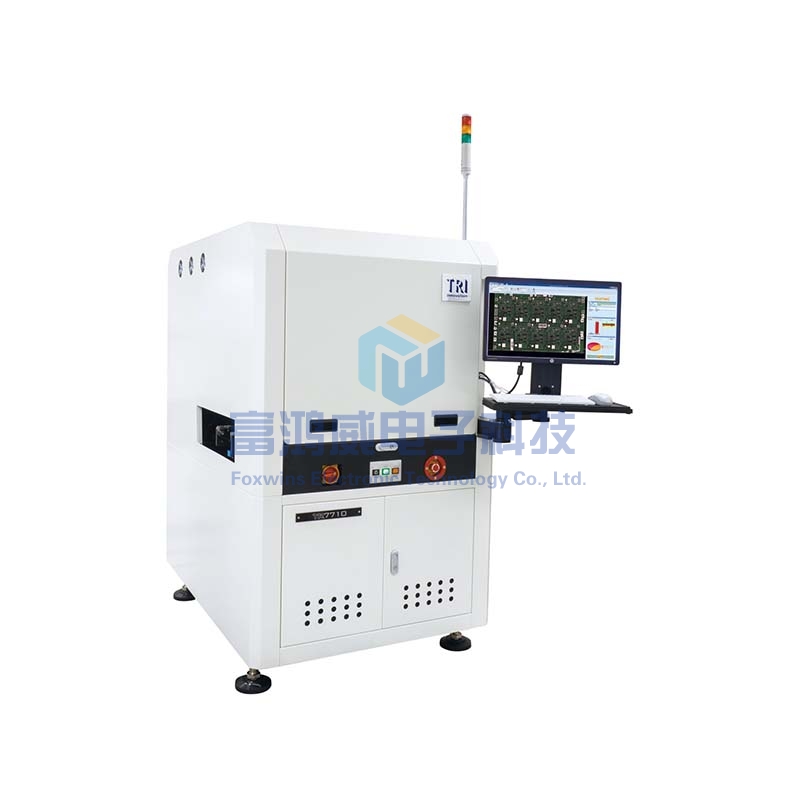
TRI开创性的3D AOI解决方案,采用超高速混合式PCB检测法,结合光学与蓝光雷射3D真实轮廓测量,对于自动化检测不良现象可达到最大化覆盖率。结合最先进的软体解决方案以及第三代智能化硬体平台,可提供稳定且强大的3D 焊点与元件缺陷检测,具备高检测覆盖率与简易编程优点。
查看详细TR7710结合了精确的高分辨率摄像系统和TRI独有的多相位光源来捕捉精细的PCB板影像。新型的光学解决方案针对较高之元件检测,藉由提供多种间隙高度做选择,以提升景深范围。TRI第三代的 AOI相容性检测软件结合了优异的缺陷检测和简易智能CAD编程设计,为一个具有成本效益、可配合多种预算客制化的AOI解决方案。
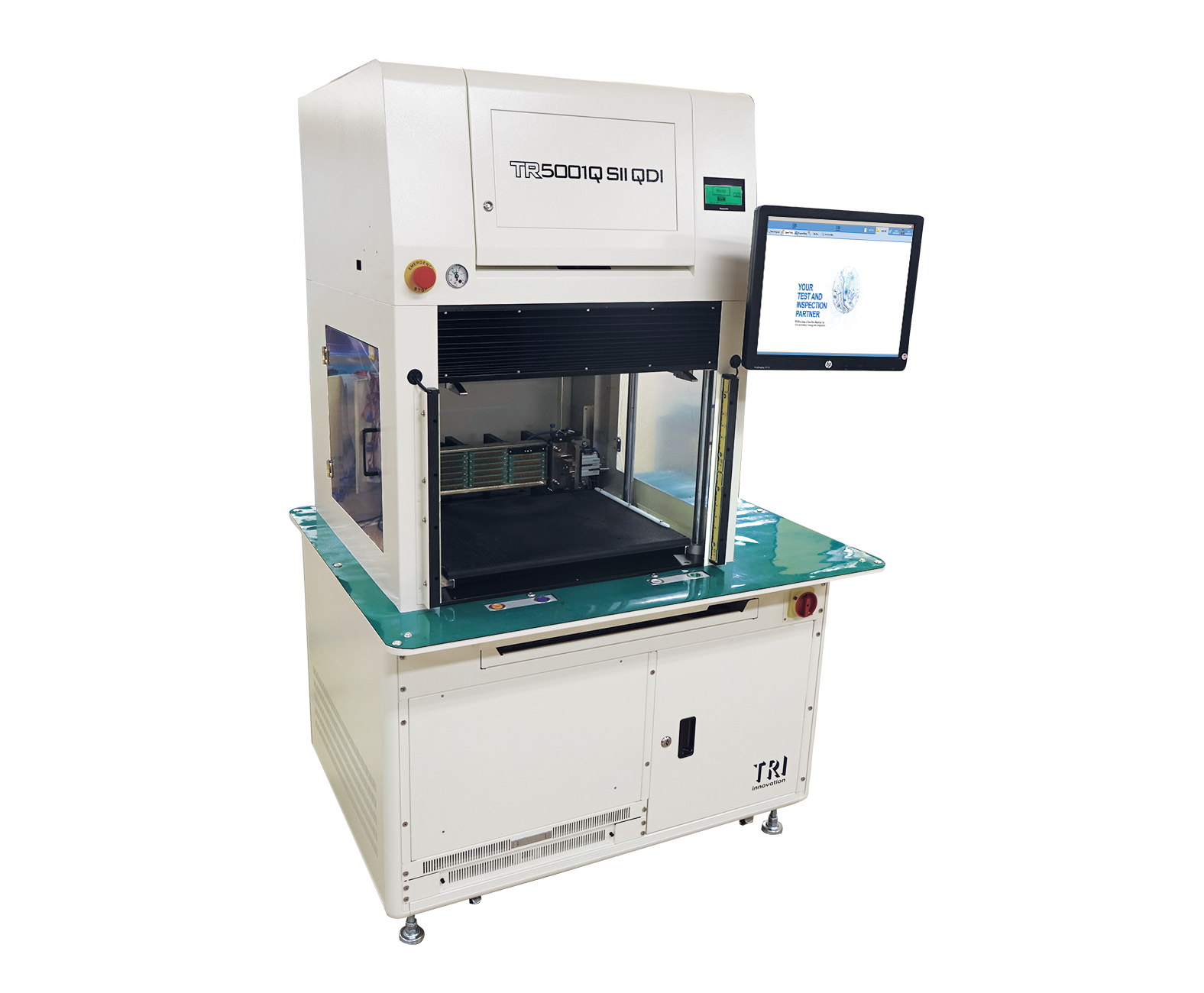
查看详细德律泰TR5001SII QDI ict新一代的在线型ICT+FCT解决方案拥有突破性的优越表现,多核心平行测试功能具多达四个独立的核心,能够大幅提升测试产能。 TRI*先进的离线型机台特色与业界认可的防夹手安全设计,能够确保不间断产线运作,TR5001 SII QDI 拥有长生命周期快速插拔治具及内建自我诊断系统支援自动校验功能,能够确保长期的测试可靠度
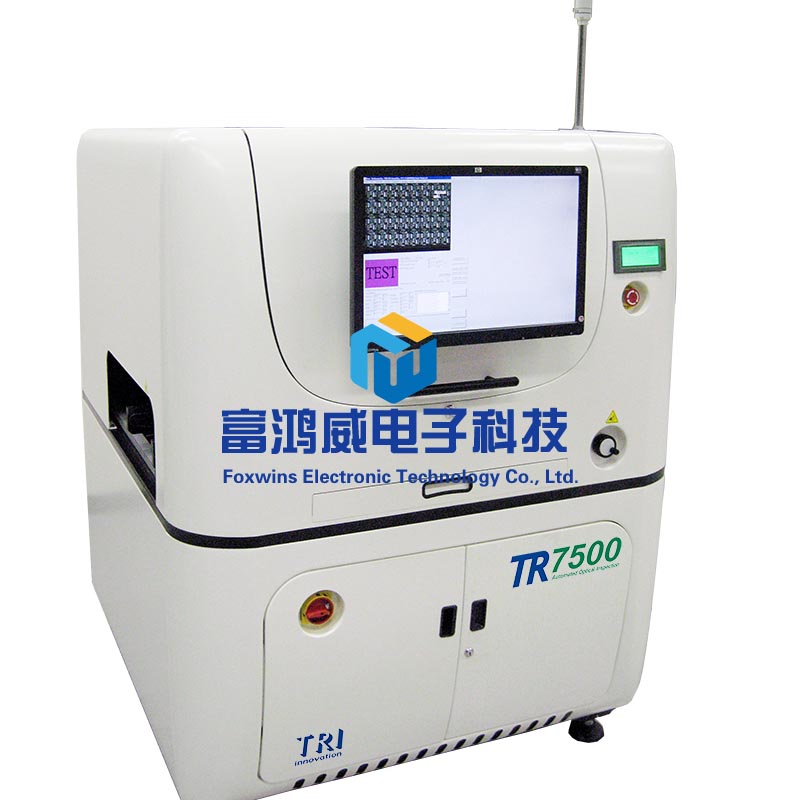
查看详细上视加上四个倾斜角度之相机系统,TR7500 自动光学检测机提供性价比高且测试涵盖率高的在线型检测方案。此系统适于检测分辨率范围25µm到10 µm之间,使用TRI的动态取像技术,能避免如走停式取像所产生的震动,适合于炉前与炉后检测使用。 TR7500有多区域且高弹性的RGB+W彩色光源系统,配合低角度的光源设计,可提供极性及黑色元器件更好的检测方案,并且可针对无铅和传统组装电路板上的微小元件01005及提供更精准稳定的检测能力
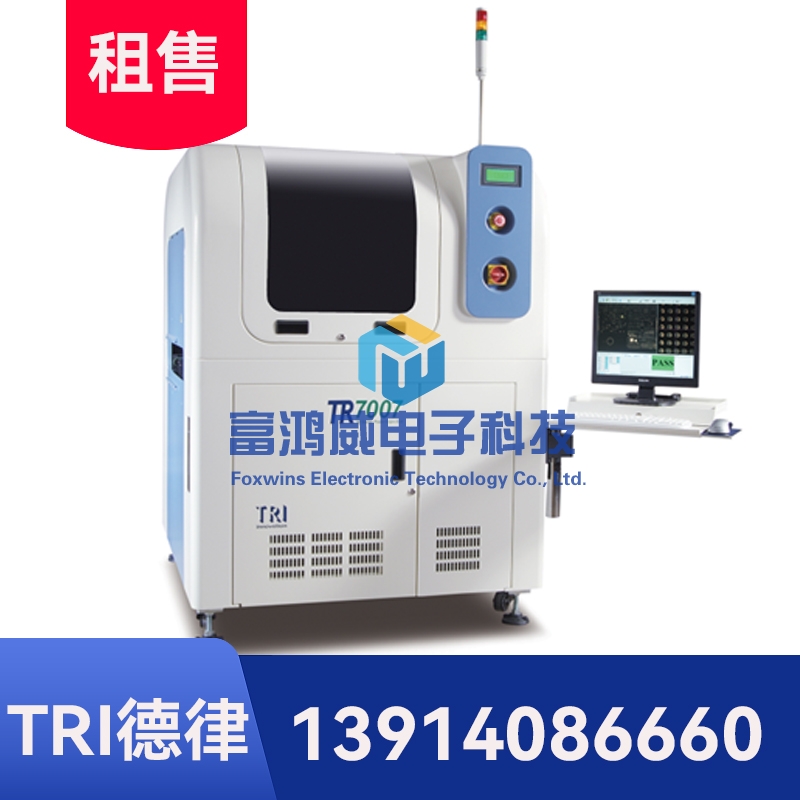
查看详细TR7007 是快速的锡膏印刷检测机,检测速度高达200 cm2/sec。高精度在线型无阴影的锡膏印刷检测解决方案提供全3D检测,分辨率包含15 µm or 10 µm并具备高精度线型马达平台。此系统的特点包括closed loop function、强化的2D成像技术、自动板弯补偿功能与条纹光扫描技术
查看详细什么是AOI
自动光学检测(automated optical inspection, AOI)技术,也称为机器视觉检测(machine vision inspection, MVI)技术或自动视觉检测(automated visual inspection, AVI)技术。在有些行业,如平板显示、半导体、太阳能等制造行业,AOI这一术语更加流行,被人知晓。但是AOI和MVI/AVI在概念和功能上还是有细微差别的。
从狭义上来说,MVI是一种集成了图像传感技术、数据处理技术、运动控制技术,在工业生产过程中,执行测量、检测、识别和引导等任务的一种新兴的科学技术。MVI的基本原理可用图 1 来表示,它采用光学成像方法(如相机,或者一个复杂的光学成像系统)模拟人眼的的视觉成像功能,用计算机处理系统代替人脑执行数据处理,最后把结果反馈给执行机构(如机械手)代替人手完成各种规定的任务。
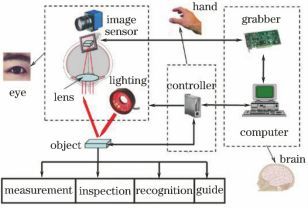 图 1 MVI基本原理与功能
图 1 MVI基本原理与功能
从广义上来说,MVI是一种模拟和拓展人类眼、脑、手的功能的一种技术,在不同的应用领域其定义可能有着细微的差别,但都离开不了两个根本的方法与技术,即从图像中获取所需信息,然后反馈给自动化执行机构完成特定的任务。可以说基于任何图像传感方法(如可见光成像、红外成像、X光成像、超声成像等等)的自动化检测技术都可以认为是MVI或AVI。当采用光学成像方法时,MVI实际上就变为AOI。因此AOI可以认为是MVI的一种特例。
根据成像方法的不同,AOI又可分为三维(3D)AOI和二维(2D)AOI,三维AOI 主要用于物体外形几何参数的测量、零件分组、定位、识别、机器人引导等场合; 二维AOI主要用于产品外观(色彩、缺陷等)检测、不同物体或外观分类、良疵品检测与分类等场合。
AOI系统组成
目前在产业界用得最多的AOI系统是由相机、镜头、光源、计算机等通用器件集成的简单光学成像与处理系统。如图1所示,在光源照明下利用相机直接成像,然后由计算机处理实现检测。这种简单系统的优点是成本低、集成容易、技术门槛相对不高,在制造过程中能够代替人工检测,满足多数场合的要求。
但对于大幅面或复杂结构物体的视觉检测,由于受到视场和分辨率(或精度)的相互制约,或生产节拍对检测速度有特殊的要求,单相机组成的AOI系统有时难以胜任,因此可能需要有多个基本单元集成在一起,协同工作,共同完成高难度检测任务。即采取一种多传感器成像、高速分布式处理的AOI系统集成架构。
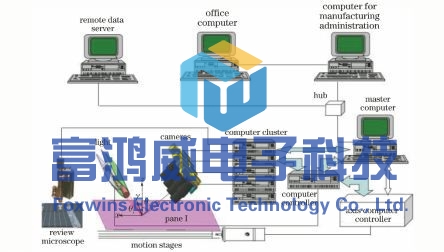
图2 多传感器成像、高速分布式处理的MVI系统集成架构
图2 给出了一种大幅面表面缺陷AOI检测系统的通用架构,该系统由光源,相机阵列、显微复检、集群并行处理系统、控制系统、主控计算机、服务器组成,以及与工厂数据中心互联的工业局域网组成。该系统架构具有大幅面表面缺陷低分辨率快速检出和高分辨率显微复检两种功能。从图中可以看出,完整的AOI系统不仅集成了照明与光学成像单元,还需要有被测件支撑传输单元、精密运动机构与控制单元、高速并行图像处理单元等。
AOI系统集成技术
AOI系统集成技术牵涉到关键器件、系统设计、整机集成、软件开发等。AOI系统中必不可少的关键器件有图像传感器(相机)、镜头、光源、采集与预处理卡、计算机(工控机、服务器)等。图像传感器最常用的是各种型号的CMOS/CCD相机,图像传感器、镜头、光源三者组合构成了大多数自动光学检测系统中感知单元,器件的选择与配置需要根据检测要求进行合计设计与选型。
光源的选择(颜色、波长、功率、照明方式等)除了分辨与增强特征外,还需考虑图像传感器对光源光谱的灵敏度范围。镜头的选择需要考虑视场角、景深、分辨率等光学参数,镜头的光学分辨率要和图像传感器的空间分辨率匹配才能达到最佳的性价比。一般情况下,镜头的光学分辨率略高于图像传感器的空间分辨率为宜,尽可能采用黑白相机成像,提高成像分辨能力。图像传感器(相机)采用面阵或线阵需根据具体情况而定,选型时需要考虑的因素有成像视场、空间分辨率、最小曝光时间、帧率、数据带宽等。对于运动物体的检测,要考虑图像运动模糊带来的不利影响,准确计算导致运动模糊的最小曝光时间,确定图像传感器的型号。图像传感器的曝光时间应小于导致运动模糊的最小曝光时间,快速曝光选择全局快门模式为宜,高速情况下不易采用卷帘式曝光模式;为了获得最佳的信噪比,图像传感器的增益尽可能为1,图像亮度的提升尽可能用光源的能量(功率)来弥补,或者在不影响可用的成像景深情况下,增大镜头的孔径光阑。
在系统集成中,被测件的支撑方式、精密传输与定位装置也必须精心设计,这牵涉到精密机械设计技术,这对平板显示、硅片、半导体和MEMS等精密制造与组装产业中的自动光学检测系统非常重要。在这些领域,制造过程通常在超净间进行,要求自动光学检测系统具有很高的自洁能力,对系统构件的材料选型、气动及自动化装置选型、运动导轨的设计与器件选型都有严格要求,不能给生产环境尤其是被测工件本身带来二次污染。尤其是用于表面缺陷检测的AOI系统不能在检测过程中,给被测件表面带来缺陷(如粉尘、划伤、静电等)。因此,对于大型零件(如高世代的液晶玻璃基板、硅片等)的在线检测,常常需要采取气浮支撑、定位与传输机构,运动部件(如轴承等)采用自润滑器件,以及利用FFU风机过滤机组对检测系统进行环境净化,并采取消静电装置,对工件进行防静电处理。
高速图像数据处理与软件开发是自动光学检测的核心技术。由于自动光学检测是以图像传感获取被测信息,数据量大,尤其是高速在线检测,图像数据有时是海量的,为满足生产节拍需求,必须采用高速数据处理技术。常用的方法有共享内存式的多线程处理,共享内存或分布式内存多进程处理等;在系统实现上采用分布式计算机集群,把巨大的图像分时、分块分割成小块数据流,分散到集群系统各节点处理。对于耗时复杂的算法,有时仅靠计算机CPU很难满足时间要求,这时还需配备硬件处理技术,如采用DSP、GPU和FPGA等硬件处理模块,与CPU协同工作,实现快速复杂的计算难题。
苏州富鸿威电子科技有限公司 版权所有 © 2008-2026 Inc. 苏ICP备16044557号-5 网站地图